This guide addresses the practical realities of sourcing electrical components for industrial OEM and system integrator applications: component categories that matter, supplier evaluation criteria that protect your projects, the manufacturer representative model, and compliance requirements you cannot afford to ignore.
Key Takeaways
- Component sourcing shapes system reliability, compliance sign-off, and long-term support — well beyond unit price alone
- Unplanned downtime costs mid-sized manufacturers $25,000 per hour — reliable sourcing directly reduces that risk
- Key certifications include UL 508A, NEMA Type 4X, IEEE 519, and IP ratings for environmental protection
- Manufacturer reps provide technical support at no added cost to the buyer
- Counterfeit components are part of a $467 billion global trade problem — with direct liability exposure for OEMs and integrators
Why Sourcing Strategy Matters More Than Most OEMs Realize
Component sourcing for OEMs and system integrators differs fundamentally from general procurement. Your decisions affect system reliability, compliance sign-off with authorities having jurisdiction, lead times that determine project delivery dates, and long-term support availability. Unit price is only one variable in a much larger equation.
The Real Cost of Poor Sourcing Decisions
Inadequate sourcing creates consequences that extend well past the purchase order:
- Field failures trigger emergency site visits, retrofit installations, and warranty claims
- Project delays erode margins and damage client relationships
- Compliance failures force re-engineering and push back commissioning timelines
Manufacturing downtime averages $25,000 per hour for mid-sized operations and can reach $500,000 per hour at larger industrial facilities. When a component fails or causes system-level problems, those costs land on your customer — and the liability can follow you.

Supply chain exposure compounds the risk. Disruptions lasting longer than a month occur every 3.7 years on average, and companies can expect to lose more than 40% of a year's profits every decade from these events. A single 100-day disruption can erase a full year's earnings.
Total Cost of Ownership vs. Lowest Unit Cost
A lower sticker price rarely translates to lower total cost. The U.S. Department of Energy has found that advanced electrical systems — despite higher upfront costs — often deliver better total cost of ownership once you account for labor, maintenance, and reduced product loss.
Consider these factors when evaluating component cost:
- Energy efficiency over the rated life of the equipment
- Maintenance requirements and mean time between failures
- Availability of technical support during commissioning
- Lead time reliability for replacement parts
- Compliance certification that eliminates retrofit costs
Key Electrical Component Categories for Industrial OEM and SI Builds
Motor Control Layer
Variable frequency drives (VFDs), soft starters, and motor protection relays form the foundational motor control layer. These are the most specification-sensitive components in any build. Wrong selection causes harmonic distortion, compliance failures, or premature motor failure.
6-pulse VFDs generate harmonic currents—primarily the 5th and 7th harmonics—that can interfere with other equipment and violate utility interconnection agreements. Advanced VFD technologies like H-Bridge multi-level designs deliver nearly perfect sine wave output with low harmonic content, reducing electrical stress on motors and improving system efficiency.
ValuAdd's medium voltage VFD portfolio uses H-Bridge multi-level technology certified as IEEE 519 compliant. That certification is a project requirement in municipal water systems, utility interconnection points, and facilities with sensitive electronic equipment — specifying it upfront prevents redesign during commissioning.
Power Distribution and Protection
Disconnect switches, circuit breakers, fuses, and surge protection devices form the power distribution backbone. Class E2 load break compliance is particularly important for OEM panel builders.
Class E2 load break ratings (defined under IEC 60947-3) indicate a switch's capability for specific utilization categories. The distinction matters during panel inspections: "AC-20" denotes no-load isolation, while "AC-23A" covers switching of highly inductive motor loads. A switch rated only for isolation installed in a motor disconnect application will fail inspection.
Common utilization categories to verify during component selection:
- AC-20A / AC-20B: No-load switching and isolation only
- AC-21A / AC-21B: Switching of resistive loads with minor inductive component
- AC-23A / AC-23B: Switching of motor loads and other highly inductive loads
ValuAdd's CFMVRMX Series medium voltage soft starters carry Class E2 compliance, combining motor control and load break capability in panels requiring both functions.
HMI and Operator Interface Components
Industrial displays, programmable controllers, and operator panels require proper IP ratings and display brightness for their operating environment.
IP rating requirements:
- IP65 minimum for general industrial use (dust-tight, protection against water jets)
- IP66 for powerful water jets (common in food processing and chemical plants)
- IP68 for wash-down or submersible environments (continuous water immersion)
High-brightness displays matter in outdoor or high-ambient-light environments. Standard 600 cd/m² displays may be adequate indoors, but outdoor installations or facilities with skylights typically require 1,000-1,200 cd/m² for clear visibility.
For those environments, ValuAdd's IP68-rated HMI displays reach 1,200 cd/m² brightness and carry UL, CE, and FCC certifications — covering outdoor installations, wash-down areas, and other harsh conditions where standard panels fail within months.
Power Quality and Monitoring Components
Power meters, harmonic filters, and IEEE 519-compliant drives address power quality requirements now routinely specified in project documentation.
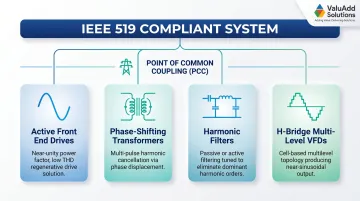
IEEE 519-2022 establishes system-level goals for voltage and current distortion at the point of common coupling (PCC) between the utility and the user. Utilities increasingly mandate IEEE 519 compliance for interconnection to mitigate power quality issues that affect other customers on the same distribution system.
IEEE 519 applies at the system level, not the device level. Meeting compliance may require drives with active front ends, phase-shifting transformers, or harmonic filters — and those decisions belong in the component selection phase, not during commissioning when retrofitting is expensive and disruptive.
How to Evaluate and Qualify Electrical Component Suppliers
Technical Supplier vs. Commodity Supplier
OEMs and system integrators generally need technical suppliers, not commodity suppliers. A commodity supplier fulfills orders from a catalog. A technical supplier goes further: they help you select the right component for your requirements, troubleshoot integration issues before they become field problems, and pull in manufacturer engineering resources when your application pushes standard specs.
Ask prospective suppliers:
- Can you provide pre-sales application engineering support?
- Do you have engineers who understand my industry (water treatment, oil and gas, manufacturing)?
- Will you review my system architecture before quoting components?
- Can you provide technical documentation beyond standard datasheets?
Certification Checklist
Require these certifications from any industrial electrical component supplier:
| Certification | Application | Requirement |
|---|---|---|
| UL Listed | North American markets, workplace safety | Complete end products tested for safety and code compliance |
| CE Marked | EU/EEA markets | Manufacturer's declaration meeting Low Voltage and EMC Directives |
| FCC Certified | Electromagnetic emissions | Required for electronic devices in North America |
| NEMA Type 4X | Corrosion-resistant enclosures | Indoor/outdoor use with corrosion protection (200-hour salt spray test) |
| Halogen-Free | Safety-critical applications | Reduces toxic emissions in case of fire |
UL 508A covers industrial control panels operating at 1,000 volts or less and requires panels to be marked with a Short-Circuit Current Rating (SCCR). The lowest-rated component in your panel determines the panel's SCCR unless you use current-limiting devices to raise it.
Lead Time Reliability
Published lead times mean little during supply chain disruptions. Evaluate a supplier's actual lead time performance by requesting delivery history on key SKUs over the prior 12-18 months. A supplier who maintained 6-8 week delivery on VFDs during the semiconductor shortage demonstrates supply chain strength. A supplier whose lead times expanded from 4 weeks to 26 weeks reveals vulnerability.
Territory-Based Sales Support
For complex OEM builds, a rep who can walk your floor is worth more than a purely transactional online distributor. Territory-based support means someone is accountable when a commissioning issue surfaces at 6 a.m.
Look for territory-based suppliers who offer:
- Familiarity with local electrical codes and inspection requirements
- Knowledge of regional standards (for example, IEEE 519 compliance in utility districts with strict interconnection rules)
- On-site commissioning support when integration problems arise
- Direct access to manufacturer engineering contacts for escalations
Understanding the Supply Chain: Manufacturers, Reps, and Distributors
The Three-Tier Industrial Component Supply Chain
The industrial electrical supply chain operates in three tiers:
- Manufacturer: Designs and builds the product (VFD, soft starter, HMI, protection relay)
- Manufacturer's Representative: Sells on behalf of one or more manufacturers within a geographic territory
- Distributor: Stocks and resells components from many manufacturers

What Manufacturer Representatives Actually Do
A manufacturer representative serves as the technical and commercial bridge between the manufacturer and the end customer (OEM or system integrator). They handle application support, quoting, and bid coordination throughout a project.
Manufacturer reps work on commission paid by the manufacturer — not a markup charged to the buyer. That means the buyer typically pays the same price whether going through a rep or direct, and the rep's support comes at no additional cost.
What you get from a qualified manufacturer rep:
- Pre-sales application engineering (component selection guidance)
- Access to manufacturer engineering resources
- Local technical support and site visits
- Project-level quoting for integrated solutions
- Troubleshooting support during commissioning
ValuAdd operates as a manufacturer rep, working directly with OEMs and system integrators across U.S. territories on motor control, power monitoring, and industrial automation applications — the kinds of projects where component selection and system-level thinking both matter.
When to Use a Rep vs. a Stocking Distributor
Use a manufacturer representative for:
- Application-specific or custom components
- Technically complex products requiring selection support
- Projects requiring pre-sales engineering consultation
- Multi-category solutions that need coordinated specification
- Long-term projects where you need ongoing technical partnership
Use a stocking distributor for:
- High-volume commodity parts with predictable demand
- Standard SKUs where lead time is critical
- Emergency replacement parts when downtime is critical
- Projects requiring local pickup or same-day delivery
Most projects use both channels. A rep might specify the VFDs and soft starters for a new build, while a local stocking distributor handles replacement fuses and terminal blocks as the project runs.
Compliance and Certification Requirements You Can't Ignore
Key Standards in OEM and SI Project Specifications
These standards appear most frequently in project specifications:
- UL 508A: Industrial control panels (required for North American panel certification)
- NEMA Type 4X: Corrosion-resistant enclosures for harsh environments
- IEEE 519: Harmonic distortion limits at the point of common coupling
- IP ratings (IEC 60529): Environmental protection for enclosures and equipment
Non-compliant components can fail inspections and void project warranties. Inspectors will not approve panel installations without verified component certifications.
UL Listed vs. CE Certified
For North American projects, UL listing is non-negotiable. OSHA recognizes products certified by Nationally Recognized Testing Laboratories (NRTLs) like UL, and without that certification — or an equivalent NRTL mark — your panel will not pass inspection in the United States.
For EU and export applications, CE Marking is the baseline requirement. It is a manufacturer's declaration that the product meets applicable EU directives — most commonly the Low Voltage Directive 2014/35/EU and EMC Directive 2014/30/EU for electrical components.
OEMs building for international markets need both certifications. Sourcing a component that carries only one mark creates expensive retrofits when you attempt to sell into the other market.
Document Retention During the Build Phase
Knowing which certifications you need is only part of the equation — proving you have them is the other. Request and retain component-level compliance documentation during the build phase, not just at project close-out. This simplifies third-party inspections and future service calls considerably.
You need:
- UL listing certificates or recognition marks
- CE declarations of conformity
- Test reports for NEMA Type ratings
- IP rating certifications
- Material declarations (halogen-free, RoHS compliance)
Keep these documents organized by panel or system assembly. When an inspector asks during final approval, you can respond immediately — not weeks later after chasing suppliers.
Common Sourcing Mistakes OEMs and System Integrators Make
Single-Source Shortfall Risk
Relying on one supplier for all critical components creates vulnerability during allocations or disruptions. The semiconductor shortage that began in 2020 demonstrated this dramatically—lead times for PLCs and VFDs extended to months, with some components facing multi-year delays.
Implement a qualified-backup-supplier strategy for high-criticality parts:
- Identify secondary sources during the design phase
- Qualify alternate components before you need them
- Document equivalencies and any application differences
- Maintain relationships with backup suppliers even when using primary sources
Grey-Market and Unauthorized Channel Risk
Counterfeit components are a documented risk in industrial electrical markets. Global trade in counterfeit goods reached approximately $467 billion in 2021, with electrical machinery and electronics among the top targeted categories.
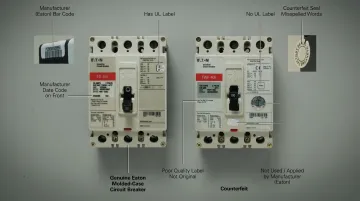
In 2010, 43,600 counterfeit "Square D" circuit breakers were recalled because they could fail to trip when overloaded, posing severe fire hazards. The liability exposure—especially for safety-rated components like circuit breakers, motor protection relays, and emergency stop devices—is substantial.
Purchase industrial electrical components only from authorized distributors and manufacturer representatives. The modest savings from grey-market sources evaporate fast when you're facing product recalls, injury liability, or forced field retrofits across an installed base.
Late-Stage Component Substitutions
Swapping in an alternate part that hasn't been re-evaluated against system requirements is a leading cause of field failures and compliance re-testing costs.
This happens when:
- The specified component is unavailable and procurement substitutes an "equivalent"
- A value-engineering initiative replaces components after design approval
- Supply chain pressure forces last-minute changes
Those scenarios are risky because even components that appear functionally equivalent can differ in critical ways:
- Harmonic performance characteristics
- Communication protocol implementations
- Mounting dimensions or thermal management requirements
- Certification marks (substituting a CE-only component for a UL-listed one)
Require engineering review and approval for any component substitution after design freeze. The few days this takes can prevent weeks of troubleshooting and retrofit costs.
Frequently Asked Questions
Who manufactures electronic components?
Electronic components are manufactured by a wide range of companies, from large multinational firms (covering passive components, drives, and protection devices) to specialized manufacturers focusing on specific categories like VFDs, soft starters, or industrial displays. OEMs and system integrators typically source from multiple manufacturers through manufacturer representatives or distributors to access the full range of components needed for industrial builds.
What does a manufacturer representative do?
A manufacturer rep acts as the technical and commercial sales agent for one or more manufacturers within a defined territory, providing application support, product selection guidance, and project-level quoting. The rep earns commission from the manufacturer, not a markup from the buyer, meaning their technical support comes at no additional cost to OEMs and system integrators.
How do manufacturer reps get paid?
Manufacturer reps earn a commission paid by the manufacturer on completed sales within their territory. The buyer pays the same price whether purchasing through a rep or directly from the manufacturer.
What certifications should I look for when sourcing industrial electrical components?
For U.S. industrial applications, require UL Listing (needed for most panel and equipment certifications), appropriate NEMA Type ratings for enclosures (Type 4X for corrosive environments), IEEE 519 compliance for drives in power-quality-sensitive applications, and IP ratings matching the operating environment (IP65 minimum for general industrial use, IP68 for wash-down or submersible applications).
What is the difference between a stocking distributor and a manufacturer rep for electrical components?
Distributors stock and resell components from many brands, offering availability and fast shipping for standard products. Manufacturer reps focus on specific brands with deeper technical support and application engineering. That makes them better suited for complex or technically demanding OEM applications that require pre-sales engineering consultation.
How can OEMs and SIs reduce lead time risk when sourcing electrical components?
Three practices reduce lead time exposure significantly:
- Qualify secondary suppliers for critical parts during the design phase
- Maintain safety stock on long-lead items, especially VFDs and programmable controllers affected by chip shortages
- Build supplier relationships that provide early visibility into allocation risks
Territory-based manufacturer representatives typically have better insight into supply constraints than transactional distributors.