Introduction
A beverage filling line races at 54,000 bottles per hour during peak production. Every 30 minutes, the line stops for a high-pressure caustic washdown. FDA inspectors arrive unannounced to audit non-food-contact surfaces—including motor housings and control enclosures. A single equipment failure doesn't just halt production; it triggers a contamination investigation, potential product recall, and regulatory scrutiny.
This is the operating reality for motor control systems in food and beverage processing: high-speed production cycles documented in juice packaging operations, aggressive chemical washdowns, and FDA audits with strict FSMA compliance requirements. Unlike general industrial environments, F&B motor failures carry consequences far beyond repair costs.
Equipment downtime averages $169,889 per hour, while contamination events linked to equipment failures can trigger recalls costing between $3.4 million and $7.3 million. Selecting the right washdown-rated motor control solution—whether a direct-on-line starter, soft starter, or VFD—is what separates facilities that pass audits from those that don't.
Key Takeaways
- Food & beverage environments demand motor controls rated for caustic washdown, continuous operation, and food safety compliance
- Soft starters eliminate mechanical shock during startup; VFDs add variable speed control and deliver up to 50% energy savings
- IP66/IP68 and NEMA Type 4X are baseline enclosure specs, but knowing which applies to your zone determines compliance
- Stainless steel (316 grade) withstands chlorine-based sanitizers better than coated aluminum in long-term washdown exposure
- Technology selection by application type (conveyor, pump, mixer, CIP) directly determines reliability and ROI
Why Food & Beverage Motor Control Demands a Different Approach
Standard industrial motor control components fail rapidly in F&B environments. High-pressure spray washdowns (often exceeding 100 psi), pooling liquids, caustic cleaning agents like sodium hypochlorite and lye, and airborne food particles combine to degrade conventional enclosures, motor housings, and control electronics within months.
That environmental stress compounds quickly at production scale. Modern aseptic PET filling lines operate at 54,000 bottles per hour for 500 mL containers, with changeover times compressed to under two hours. At this throughput, unplanned downtime costs a median of $125,000 per hour, with some facilities reporting losses exceeding $500,000 per hour when accounting for lost production, idle labor, spoiled in-process product, and recovery costs.
Food safety regulatory requirements extend beyond food-contact surfaces. FDA cGMP regulations explicitly require that non-food-contact equipment still be cleanable and maintained in sanitary condition. USDA FSIS similarly mandates that non-food-contact surfaces be cleaned and sanitized as frequently as necessary to prevent insanitary conditions.
Those mandates translate directly into hardware decisions: smooth surfaces, no exposed fasteners, no crevices that trap moisture or harbor bacteria.
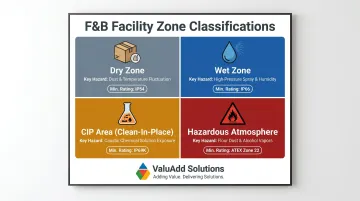
Within a single facility, motor control components face vastly different environments:
- Dry zones (packaging, palletizing): dust, temperature fluctuation, minimal moisture
- Wet zones (filling, washing, rinsing): direct water spray, pooling liquids, humidity above 90%
- CIP areas: prolonged exposure to heated caustic and acidic cleaning solutions
- Potentially explosive atmospheres (flour dust in bakeries, alcohol vapors in breweries): requiring additional hazardous location ratings
The financial cost of getting specifications wrong is substantial. SunOpta Inc. reported a $7.3 million loss from a Listeria recall and a separate $3.4 million loss from a product withdrawal traced to a faulty equipment seal. When washdown water breaches an inadequately rated enclosure or degraded gaskets harbor bacteria, the fallout — FDA warning letters, facility shutdowns, and recalls — routinely runs to tens of millions of dollars, far exceeding what correctly specified components would have cost.
Motor Control Technologies Explained: Starters, Soft Starters, and VFDs
Across-the-Line and Reduced-Voltage Starters
A motor starter controls when power is applied to a motor while providing protection from overloads and faults. The most common types in F&B include:
Direct-on-line (DOL) starters apply full line voltage instantly, appropriate for smaller motors (under 10 HP) driving low-inertia loads like small conveyors, fans, or agitators. The advantage is simplicity and low cost. The critical limitation: full-voltage inrush current creates massive mechanical shock to couplings, belts, and gearboxes. In high-cycle packaging and filling environments, that mechanical stress directly erodes equipment lifespan and raises total cost of ownership.
Star-delta starters reduce starting current by initially connecting motor windings in a star configuration, then switching to delta once the motor reaches speed. These suit larger motors (15-100 HP) where reduced starting current matters but smooth acceleration is less critical — large exhaust fans and refrigeration compressor motors being the most common F&B examples.
Soft Starters
A soft starter uses semiconductor devices (SCRs or thyristors) to gradually ramp up voltage during motor startup, eliminating the inrush current spike and mechanical jolt of DOL starting. During DOL starting, locked rotor torque can reach 180% of full-load torque, accelerating pumps from zero to full speed in under 0.25 seconds and causing severe water hammer in piping systems.
Soft starters control the voltage ramp, reducing initial torque and allowing check valves to open gradually as system pressure builds. For F&B applications, reduced stress on pumps, conveyors, and mixers extends equipment life and lowers maintenance frequency — a real operational gain when equipment runs 20+ hours daily.
Best-fit F&B applications for soft starters:
- Centrifugal pumps (process water, ingredient transfer): eliminates water hammer, protects pipework
- Heavy conveyors with high-inertia loads: reduces belt tension spikes, extends bearing life
- Compressors and blowers: smooth acceleration cuts mechanical stress on drive components
- Any application where protecting the load at start/stop matters more than varying speed during operation
ValuAdd's SW Series Washdown Drives pair soft starter functionality with UL Type 4X (IP66) enclosures built for high-pressure washdown environments, using polycarbonate construction and corrosion-resistant materials throughout.
Variable Frequency Drives (VFDs)
Where a soft starter only manages startup and shutdown, a VFD controls motor speed continuously — adjusting both frequency and voltage to deliver variable speed from near-zero to full operation. That distinction matters when your process demands speed variation, not just smooth starting.
Can a VFD be used as a soft start? Yes — a VFD can perform soft-start functions by ramping frequency and voltage from zero. Its primary advantage, however, is continuous variable speed control during operation, making it the right choice when the process itself requires speed variation.
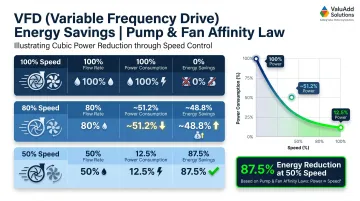
Energy efficiency advantage: For pump and fan loads following affinity laws, the energy savings are significant. Reducing pump or fan speed by 20% reduces input power requirements by approximately 50%. At 50% speed, power consumption drops to just 12.5% of full-speed operation — an 87.5% energy reduction.
| Motor Speed | Flow Rate | Required Power | Energy Savings |
|---|---|---|---|
| 100% | 100% | 100% | 0% |
| 80% | 80% | ~50% | ~50% |
| 50% | 50% | 12.5% | 87.5% |
For F&B facilities running multiple VFDs, IEEE 519 compliance is critical. Large VFD installations inject harmonic distortion into the electrical system, potentially affecting sensitive equipment on the same power supply. ValuAdd's VFD solutions are IEEE 519 compliant, designed for demanding industrial environments where power quality at the Point of Common Coupling (PCC) must meet utility standards.
Washdown & Hygienic Design: Ratings, Materials, and Enclosures
Understanding IP Ratings for F&B
The IP (Ingress Protection) rating system uses two digits: the first indicates dust protection (0-6), the second indicates water protection (0-9). For F&B, focus on these ratings:
IP65: Protected against low-pressure water jets (6.3 mm nozzle at 12.5 L/min and 30 kPa from 3 meters for 15 minutes). Suitable for light washdown areas with handheld spray bottles or low-pressure hoses—typically dry packaging zones requiring occasional cleaning.
IP66: Protected against powerful water jets (12.5 mm nozzle at 100 L/min and 100 kPa from 3 meters for 3 minutes). This is the minimum requirement for wet processing areas subjected to regular high-pressure washdown procedures.
IP67: Protected against temporary immersion up to 1 meter depth for 30 minutes. Required for floor-mounted equipment in areas where flooding or pooling water is common during washdowns.
IP68: Washdown pits and areas with prolonged submersion risk require this rating — continuous immersion beyond 1 meter, with exact depth and duration specified by the manufacturer.
NEMA Type 4X enclosures represent the North American standard, providing protection against washdown, corrosion, and dust. Critically, NEMA Type 4X requires a 200-hour salt spray corrosion test, gasket aging test, and external icing test—requirements not included in IEC IP ratings.
| Standard | Water Protection | Corrosion Testing | Gasket Aging |
|---|---|---|---|
| IP66 | Powerful jets (100 L/min) | Not required | Not required |
| IP67 | Temporary immersion (1m, 30 min) | Not required | Not required |
| NEMA Type 4X | Hose-directed water | 200-hour salt spray | Required |
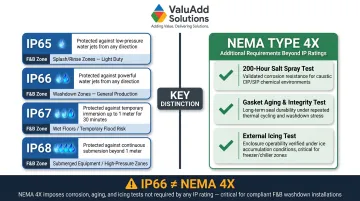
Critical distinction: IP ratings and NEMA Types cannot be directly equated. While NEMA 4X typically exceeds IP66 for water ingress, an IP66-rated product does not automatically meet NEMA 4X because IP codes don't mandate corrosion or gasket aging tests.
ValuAdd's motor control components carry both NEMA Type 4X compliance and multiple IP ratings (IP65, IP66, IP68), covering the full range of F&B washdown environments from light-duty to continuous immersion applications.
Materials and Corrosion Resistance
Aluminum vs. Stainless Steel trade-offs:
| Property | Aluminum | Type 304 SS | Type 316 SS |
|---|---|---|---|
| Weight | Lightest | Moderate | Moderate |
| Thermal conductivity | Excellent | Good | Good |
| Alkaline cleaner resistance | Poor | Good | Good |
| Chloride/sanitizer resistance | Poor | Moderate | Superior |
| Cost | Lowest | Mid | Higher |
Aluminum is lightweight with excellent thermal conductivity, but it's vulnerable to alkaline cleaning agents — lye and sodium hydroxide — common in F&B facilities. Even anodized or epoxy-coated aluminum degrades under prolonged chemical exposure.
Stainless steel is the standard choice, but grade selection matters. Pitting or crevice corrosion can occur on most stainless steel grades in 5% sodium hypochlorite solution at ambient temperatures, so simply specifying "stainless" isn't enough.
Type 304 vs. Type 316: Type 316 contains 2-3% molybdenum, providing superior resistance to chlorides and corrosive sanitizers. At 15-20 ppm residual chlorine, Type 316 is safe for up to 24-hour contact time — provided it's followed by rinsing. Type 304 offers significantly less resistance to the chlorine-based sanitizers standard in F&B processing.
Sealing and surface finish requirements:
EHEDG guidelines define hygienic design principles: motor and control enclosure exteriors must have smooth surfaces with no horizontal ledges or open cavities where bacteria can harbor. Key design elements include:
- O-ring gaskets or labyrinth seals at shaft penetrations
- Stainless steel front plates with sealed fasteners
- Corrosion-resistant hardware (316 stainless steel fasteners, not zinc-plated carbon steel)
- No horizontal surfaces that collect liquid or debris
Cable entry and conduit sealing: Improperly sealed cable glands are a common failure point in washdown zones. IP-rated cable glands and liquid-tight conduit connections are essential to maintaining enclosure protection integrity. Water frequently enters through I/O interfaces, cable glands not rated for high-pressure spray, and horizontal cable exits that allow water pooling.
Enclosure protection is only as strong as its weakest penetration point. Specifying the correct IP or NEMA rating on the enclosure itself means little if cable entries and conduit connections aren't rated and sealed to the same standard.
Matching Motor Control Solutions to F&B Applications
Conveyors and filling lines: VFDs are the preferred choice because belt speeds must vary to match upstream and downstream process rates, accommodate different product sizes, and enable gentle starts/stops that prevent product spillage or damage. One U.S. snack food case study demonstrated how VFDs synchronized bowl feeders and vibratory conveyors via level sensors, adapting vibration intensity to product weight and eliminating spillage. Precise speed control also enables PLC integration for coordinated line automation — ValuAdd's VFD portfolio supports Modbus RTU, Ethernet/IP, and Profibus-DP for seamless network connectivity.
Pumps (CIP systems, ingredient dosing, water/effluent): Soft starters and VFDs both serve pump applications, but for different reasons:
- Soft starters eliminate water hammer and protect pipework on large centrifugal pumps during startup
- VFDs deliver energy savings on variable-flow systems and enable pressure regulation without control valves
- CIP pump systems specifically benefit from VFD speed adjustment to optimize chemical contact time and flow velocity, cutting water and chemical consumption while ensuring thorough cleaning

Mixers and blenders: High-inertia loads benefit from soft starters to control startup torque, preventing coupling damage and extending gearbox life.
Packaging and labeling equipment: High-speed lines require VFD or servo-level precision to maintain registration timing and support quick changeovers between product formats. This is particularly important in facilities running multiple SKUs on the same line.
How to Select the Right Motor Control Components for F&B
Start with environment classification: Map each area of the facility—dry zones, wet zones, washdown areas, CIP zones, potentially explosive atmospheres—and assign minimum IP/NEMA ratings and material requirements before evaluating any specific product. Selecting a lower-rated component "because it's cheaper" in a critical zone is false economy when replacement costs, food safety audit failures, and downtime are factored in. A single hour of unplanned downtime erases any initial savings many times over.
Treat certifications as non-negotiable filters. Verify these before comparing features or price:
- UL Listing and CE Marking for the applicable product category
- NEMA 4X and correct IP rating for each zone
- IEEE 519 compliance for VFDs sharing a facility power system
- Halogen-free construction where toxic combustion products are a fire safety concern
Consider material selection carefully: In facilities using chlorine-based sanitizers or aggressive alkaline cleaners, Type 316 stainless steel enclosures justify their higher cost through extended service life. In dry packaging zones, NEMA 12 or powder-coated steel enclosures may suffice. ValuAdd offers motor control components in multiple enclosure ratings and materials to match specific zone requirements.
These steps cover the technical groundwork — but F&B specifications also combine food safety compliance and motor sizing requirements that interact in non-obvious ways. Partnering with a supplier who offers application engineering support alongside a broad portfolio (VFDs, soft starters, washdown-rated enclosures) reduces specification risk and compresses procurement timelines. ValuAdd's UL Listed, NEMA 4X, and multi-IP-rated motor control components come with that application support built in, so you're not navigating these tradeoffs alone.
Frequently Asked Questions
What is the control system in food and beverage?
F&B control systems integrate PLCs, motor control centers (MCCs), VFDs, and soft starters to automate motor-driven equipment such as conveyors, pumps, mixers, and packaging machines. They must meet food safety and hygiene requirements while enabling precise process control and data logging for regulatory compliance.
What is a motor starter?
A motor starter controls when and how power is applied to an electric motor, providing startup protection, overload protection, and safe disconnection. Types range from simple direct-on-line contactors to sophisticated reduced-voltage starters, soft starters, and VFDs.
What are common types of starters?
The main types are direct-on-line (DOL), star-delta, autotransformer, soft starters, and VFDs (functioning as electronic starters). F&B applications typically favor soft starters and VFDs for their protective and efficiency benefits, particularly in high-cycle operations requiring frequent starts and speed variation.
How does a soft starter work?
A soft starter uses semiconductor devices (SCRs/thyristors) to gradually ramp up voltage applied to a motor during startup, reducing inrush current and eliminating mechanical shock. Once the motor reaches full speed, the soft starter typically bypasses to minimize heat generation and electrical losses.
Can a VFD be used as a soft start?
Yes, a VFD performs soft-start functions by ramping frequency and voltage from zero. Its primary advantage, however, is continuous variable speed control during operation — making it the better choice when process requirements go beyond smooth starting to include ongoing speed variation and energy savings.
What is a washdown electric motor?
A washdown motor is designed to withstand direct water spray, caustic cleaning chemicals, and humid environments. It features sealed housings rated IP65 or higher (or NEMA 4X), corrosion-resistant materials (typically stainless steel), and protected shaft seals to prevent water ingress during pressure washing.