Introduction
In manufacturing plants and mining operations, conveyor belts run constantly — and the motors behind them take a beating every time they start. Transforming a fully laden belt from standstill to operating speed in seconds is one of the harshest loads an industrial motor faces.
Uncontrolled startups create three compounding problems:
- Inrush current spikes to 6–10× full load amps, stressing motor windings and electrical distribution upstream
- Torque shock — up to 3× rated torque — jerks the belt, fatigues splices, misaligns tracking, and spills material on inclined runs
- Mechanical impact propagates through couplings, gearboxes, and bearings, accelerating wear that leads to unplanned downtime costing $260,000 to $2 million per hour
This guide explains how soft starters eliminate startup stress through voltage modulation and walks through their operational phases from initiation to bypass. It also provides a decision framework for when soft starters are — and aren't — the right choice for your conveyor system.
What Is a Soft Starter?
A soft starter is an electrical device that temporarily reduces the voltage—and therefore torque and current—applied to an AC motor during startup, then transitions the motor to full line voltage once it reaches operating speed. This is different from permanently reducing power; the motor runs at full voltage and full speed during normal operation.
The operational gap soft starters solve is straightforward: across-the-line (direct-on-line or DOL) starting delivers full voltage to the motor instantly. This causes inrush currents that reach 6–10 times running current and starting torque spikes up to 3× rated torque. Repeated across thousands of start cycles, these stresses degrade motors, belts, couplings, and gears in ways that look gradual but trace directly back to startup conditions.
What a soft starter is not:
- Speed control during operation belongs to a VFD — soft starters only manage the startup ramp
- Star-delta starters switch abruptly between wye and delta configurations; soft starters modulate voltage continuously
- Mechanical couplings and magnetic clutches serve similar isolation functions in older systems but lack electronic control
Two broad categories exist: electronic (using SCRs/thyristors) and mechanical (fluid couplings, magnetic clutches). For industrial conveyor applications, electronic soft starters governed by IEC 60947-4-2 are the dominant choice — and the focus of this guide.
How Does a Soft Starter Work on a Conveyor?
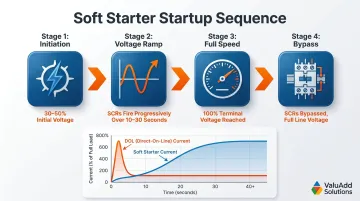
A soft starter operates through a defined startup sequence. Each stage serves a specific purpose in protecting the motor, drivetrain, and electrical supply during the transition from standstill to full speed.
Initiation: Triggering the Startup Sequence
When a start command is received—manually, via PLC, or through an automated process signal—the soft starter does not immediately pass full line voltage. Instead, it begins at a configured initial voltage level, typically 30-50% of full voltage depending on load characteristics.
Many industrial soft starters include a kickstart function: a brief, higher-voltage pulse lasting fractions of a second that overcomes static friction in heavily laden conveyors before the controlled ramp begins. This is most common for full-load starts or inclined conveyors where breakaway torque exceeds running torque.
Core Operation: Voltage Ramp and Current Modulation
Silicon-controlled rectifiers (SCRs), also called thyristors, are the key electronic components that modulate voltage. They are connected in reverse-parallel pairs on each phase and fire in a controlled sequence to allow only a portion of each AC sine wave through to the motor. This effectively reduces the applied voltage.
Over a configurable ramp period—typically 10–30+ seconds for conveyor applications—the SCRs allow progressively more of each sine wave through, gradually increasing terminal voltage. The motor accelerates smoothly rather than jolting to speed.
Torque is proportional to the square of applied voltage ($T \propto V^2$), meaning a 50% voltage reduction cuts available torque by approximately 75%. This sensitivity is exactly why regulation during the ramp matters — the profile must be configured carefully to keep the motor producing enough torque to move the load without stalling.
Regulation and Protection During the Ramp
Advanced soft starters include built-in monitoring during the ramp phase:
- Current limiting prevents inrush from exceeding a set threshold (typically 150-500% of full load amps), protecting motor windings and preventing voltage dips that could affect other equipment on the same electrical supply
- Stall protection detects if the motor fails to accelerate within the configured ramp time—a sign the load is too heavy or there is a mechanical jam—and trips the motor before thermal damage occurs
Output: What the Motor and Belt Experience
The conveyor belt accelerates gradually from rest to full speed. Belt tension builds progressively rather than spiking instantly, eliminating the belt jerk and snap that causes splice fatigue, tracking issues, and material spillage.
Once at speed, two additional functions shape the running and stopping behavior:
- Bypass contactor — Once the motor reaches full speed, most industrial soft starters activate an integrated bypass contactor, routing current around the SCRs. This eliminates heat losses and harmonic disturbances from active solid-state components during normal running.
- Soft stop (available in many models) — On the stop command, the soft starter gradually reduces voltage over a controlled deceleration time, preventing sudden belt stoppage and the mechanical shock it causes on long belt runs or loaded systems.
Soft Starter vs. VFD vs. Direct-On-Line Start
All three motor control strategies work for conveyors — but each fits a different operational profile. Matching the right technology to your application comes down to cost, mechanical demands, and whether you need speed control at all.
Direct-On-Line (DOL)
Full line voltage applied the moment the motor starts. It's the lowest-cost option with the simplest installation — but it delivers the highest inrush current (6–10× FLA) and peak torque shock. DOL is only practical for motors under 5 HP or conveyors where mechanical shock genuinely isn't a concern.
Soft Starter
The right choice when you need controlled starting without variable-speed operation. Best suited for:
- Fixed-speed conveyors with low-to-medium starting torque
- Lightly loaded belts where primary concern is limiting inrush current
- Applications focused on reducing mechanical stress, not adjusting run speed
- Budget-constrained projects — soft starters run 40–60% less than comparable VFDs and use a smaller panel footprint
Variable Frequency Drive (VFD)
The better choice when the application demands more than controlled starting. Specify a VFD when:
- The conveyor requires variable speed during normal operation
- Inclined conveyors carry backflow risk and need regenerative braking
- Precise torque control at zero speed is required
- Full-load starting torque exceeds what a reduced-voltage soft starter can deliver
Motor Control Technology Comparison
| Feature | Direct-On-Line (DOL) | Star-Delta | Soft Starter (RVSS) | Variable Frequency Drive (VFD) |
|---|---|---|---|---|
| Initial Cost | Lowest | Low | Moderate (40-60% less than VFD) | Highest (2-3× Soft Starter) |
| Panel Space | Smallest | Moderate | Compact (⅓ of Star-Delta) | Largest |
| Inrush Current | 600–1000% FLA | ~33% of DOL | Adjustable (150-500% FLA) | Lowest (actively managed) |
| Starting Torque | Full (high shock) | ~33% of DOL | Adjustable via voltage/current | Full control at any speed |
| Speed Control | No | No | No | Yes (continuously variable) |
| Regenerative Braking | No | No | No | Yes (ideal for inclined conveyors) |

Where Soft Starters Fit in Conveyor Operations
Soft starters deliver the most value at specific points in conveyor workflows:
- Packaging and sorting lines running high-frequency start/stop cycles, where belts accelerate dozens of times per shift
- Mining and aggregate belt systems spanning long distances, where mechanical shock travels the full belt length and compounds at every idler and support point
- Inclined conveyors in manufacturing facilities, where uncontrolled startup torque risks belt slip, material rollback, or tracking misalignment
Operating Conditions Where Soft Starters Perform Best
- Fixed-speed conveyor motors (no speed variation required during operation)
- Ambient environments within the soft starter's thermal rating (typically up to 40°C; temperatures above this require current derating)
- Applications with moderate start frequency (typically fewer than 10 starts per hour)
- Systems where the load is predictable rather than highly variable
These conditions map directly to the industry sectors where soft starter adoption is most established.
Industries Where This Combination Is Well Established
- Food and beverage production lines
- Automotive assembly conveyor systems
- Material handling and warehousing
- Mining and aggregate belt conveyors
- Municipal and industrial processing operations
Conclusion
Soft starters work by managing the one moment in a conveyor's operational cycle that causes the most cumulative damage: startup. Understanding this mechanism directly informs better equipment selection, configuration, and maintenance decisions.
Facilities that correctly specify and configure soft starters for their conveyor motors reduce unplanned downtime, extend motor and drivetrain service life, and lower peak energy demand charges. Getting motor control right at the specification stage is a measurable operational investment—one with a direct impact on maintenance costs, equipment lifespan, and energy spend.
Frequently Asked Questions
What is the purpose of a soft starter for a conveyor?
A soft starter gradually ramps up voltage to the conveyor motor during startup to limit inrush current (reducing it from 6-10× to 2-4× full load amps) and reduce mechanical shock on the belt, drivetrain, and motor—preventing the wear and damage caused by direct full-voltage starting.
What are the advantages and disadvantages of using a soft starter for a conveyor?
Soft starters offer clear benefits for conveyor applications:
- Reduced mechanical stress on belts and drivetrain components
- Lower inrush current that protects electrical distribution systems
- Extended equipment life compared to direct-on-line starting
- Smaller footprint and lower cost than VFDs
The key limitation: no speed control during operation, and reduced starting torque may be insufficient for fully laden conveyors.
What is the difference between a VFD and a soft starter for a conveyor?
A soft starter only manages the start (and optionally stop) transition while the motor runs at fixed speed on full line voltage. A VFD continuously controls motor speed and torque throughout operation. Soft starters cost less and suit fixed-speed applications; VFDs are needed when speed variation or high dynamic torque control is required.
What is better for a conveyor, a hard start or a soft start?
Soft starting is the right choice for most industrial conveyor applications because it reduces inrush current and eliminates the mechanical shock that direct-on-line (hard) starting imposes on belts, couplings, gears, and motor windings. Hard starting is only practical for very small or lightly loaded motors where shock is not a concern.
What types of motor controls are used for conveyors?
Four main options cover most conveyor applications:
- Direct-on-line starters — lowest cost, highest mechanical shock
- Soft starters — controlled acceleration with reduced inrush current
- Variable frequency drives (VFDs) — full speed control throughout operation
- Fluid couplings — mechanical alternative for specific load profiles
Selection depends on load profile, speed requirements, cost constraints, and start/stop frequency.
What is the control system of a conveyor?
A conveyor control system typically includes a motor controller (such as a soft starter or VFD) for managing startup and speed. It combines sensors, PLCs, and safety interlocks that coordinate belt operation, detect jams or faults, and connect the conveyor into the broader production workflow.