Introduction
Manufacturing energy expenditure represents a massive financial burden for U.S. industrial facilities. In 2018, the industrial sector spent $213 billion on energy, accounting for 17% of total U.S. energy expenditures. For mid-size factories specifically, energy costs can drain 20-35% of operating budgets, particularly for those operating without comprehensive energy management systems.
That drain compounds margin pressure, limits reinvestment capacity, and puts facilities at a competitive disadvantage against leaner operations. Yet these costs aren't fixed. They climb because of equipment selection choices, day-to-day operating habits, and environmental conditions that go unmanaged.
This article presents a three-part framework for cutting energy costs: the equipment decisions that lock in consumption, the operational routines that drive it up, and the external factors that amplify it.
Key Takeaways
- Energy costs accumulate through equipment inefficiency, poor load management, and system-level losses — not as a single visible expense
- The largest cost drivers are motor-driven systems (68% of electricity use), process heating, compressed air waste, power quality issues, and peak demand penalties
- Cutting costs means improving decisions before energy is consumed, optimizing how systems run, and managing utility rate structures
- Targeted upgrades like variable speed drives and sub-metering often deliver measurable ROI within months
- A structured energy audit is the most reliable starting point for identifying where actual losses are occurring
How Energy Costs in Industrial Facilities Typically Build Up
Energy costs in manufacturing don't spike visibly—they accumulate silently through thousands of small inefficiencies that each seem negligible but compound at scale. Most facilities only notice the full cost when utility bills are reviewed in aggregate or during an audit.
This build-up follows two patterns:
- Gradual drift — Equipment aging, lubrication degradation, and insulation loss cause motors and systems to draw progressively more current over time. Without active monitoring, these losses go undetected for months or years.
- Episodic events — Unplanned restarts, harmonic disturbances, and voltage imbalances spike demand charges. These events often occur during shift changes or equipment cycling and are invisible without granular metering.
The majority of energy use is concentrated in production systems—not in building systems like lighting and HVAC. According to DOE manufacturing energy data, process heating accounts for over 69% of direct end-use energy and machine drives consume another 20%, putting nearly 90% of consumption on the production floor.
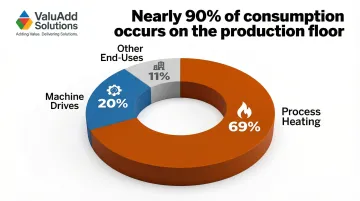
Energy programs focused only on building systems miss that 90%. That's where the real savings opportunity lies.
Key Cost Drivers for Industrial Energy Spend
Motor-Driven Systems
Motors and the equipment they drive—pumps, fans, compressors, conveyors—represent the single largest category of energy consumption in most manufacturing plants. Motor-driven systems accounted for 68% of U.S. manufacturing electricity use in 2010, and that share has remained consistent.
Costs are amplified when:
- Motors run at fixed speed under variable load conditions
- Motors are started across the line, causing high inrush current (six to ten times full-load current)
- Motors operate while oversized for the actual task, running in their least efficient range
Pumping systems alone account for 25% of total energy consumed by electric motors in the U.S. industrial sector—meaning flow control improvements in pumping alone can move the needle on facility-wide energy spend.
Power Quality Disturbances
Three power quality issues create invisible losses across motor-driven systems:
- Harmonic distortion — generated by non-linear loads (VFDs, rectifiers, switching equipment), increasing heat in motor windings and reducing efficiency
- Voltage imbalance — causes uneven current draw across motor phases, accelerating insulation degradation
- Poor power factor — adds reactive current to the system, and in many utility rate structures, triggers direct penalty charges
Variable frequency drives are a leading source of harmonic current in modern facilities. The governing standard for harmonic control is IEEE 519-2022, which sets design targets for electrical systems with mixed linear and non-linear loads.
Compressed Air System Losses
Compressed air is one of the most energy-intensive utilities in manufacturing. Leaks, pressure drops, and over-specification of system pressure are the primary waste sources—and they compound each other.
In poorly maintained systems, 20-30% of compressor output is lost to leaks. The Compressed Air and Gas Institute (CAGI) estimates this waste costs U.S. industry up to $3.2 billion annually. A single quarter-inch air leak at 100 psi can waste approximately $17,000 per year, assuming continuous operation at $0.10/kWh.
Demand Peaks and Rate Structure Exposure
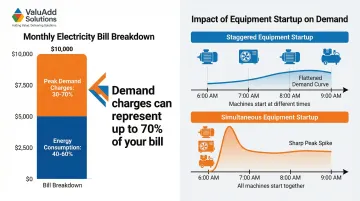
Many industrial facilities pay not just for energy consumed but for their peak demand—the highest draw during a billing interval. Demand charges can account for 30% to 70% of a commercial or industrial electricity bill, making peak load management a critical cost-reduction strategy.
How equipment is sequenced at startup—staggered versus simultaneous—directly shapes the demand peak. Real-time power monitoring gives facilities the visibility to schedule loads deliberately and avoid unnecessary demand spikes.
Cost-Reduction Strategies for Industrial Energy
Effective cost reduction requires matching the strategy to where the cost originates—decisions made about equipment, how that equipment is managed during operation, or external conditions that amplify consumption. No single intervention addresses all three.
Strategies That Reduce Costs by Changing Decisions
Many of the largest and most persistent energy costs in manufacturing are locked in at the point of equipment selection or system specification. Changing these decisions, even retroactively through targeted upgrades, can yield substantial savings.
Control How Motors Are Started
Across-the-line motor starting creates inrush currents that can be six to ten times full-load current, placing sudden stress on both the electrical system and mechanical components. Specify motor starting methods—such as soft starters or variable frequency drives (VFDs)—that ramp motors up gradually, sharply reducing inrush current, eliminating torque spikes, and extending equipment life.
ValuAdd's medium voltage soft starter technology and VFDs with H-Bridge multi-level technology are designed for medium voltage motor control in high-cycle industrial applications where energy efficiency and equipment protection are both critical.
Right-Size Equipment and Systems During Specification
Oversized motors running at partial load operate in their least efficient range. The decision to specify equipment closer to actual operating requirements—rather than defaulting to a safety margin—directly reduces baseline energy draw without any change to operations.
Prioritize High-Efficiency Motors at Procurement
When replacing motors, the efficiency difference between standard and premium efficiency units accumulates over thousands of operating hours. A 1% efficiency gain on a 50 hp motor operating 8,000 hours per year at $0.08/kWh saves approximately 3,290 kWh annually—roughly $265—according to the DOE Motors Handbook.
Upgrade Lighting Systems to LED with Controls
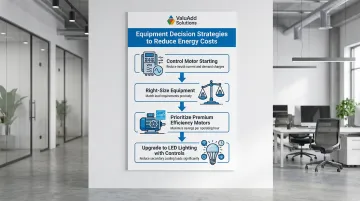
If retrofits are already scheduled or construction is underway, bundling lighting upgrades minimizes disruption cost. LED systems consume significantly less energy than HID or fluorescent equivalents and generate less waste heat, reducing secondary cooling loads.
Strategies That Reduce Costs by Changing How Energy Is Managed
Even well-specified equipment will generate excess energy costs if it is operated without real-time visibility, consistent maintenance discipline, or intentional load scheduling. This category of strategy focuses on improving control and consistency while systems are actively running.
Install Sub-Metering at the Production Zone or Equipment Level
Facility-level utility bills provide no insight into which processes, machines, or shifts drive the most consumption. Granular metering allows plant managers to:
- Identify waste and establish baselines
- Track the impact of changes
- Hold departments accountable for their energy share
- Prioritize efficiency investments based on actual consumption data
ValuAdd's programmable control systems support integration of monitoring and control into a unified operational framework, enabling real-time visibility into energy use at the equipment level.
Schedule Energy-Intensive Operations Around Utility Rate Windows
For facilities on time-of-use or demand-based rate structures, deliberately sequencing startups, high-draw processes, and maintenance cycles away from peak billing periods can reduce demand charges without any change to total production volume.
Implement Proactive and Predictive Maintenance
Motors running with insufficient lubrication, misalignment, or failing bearings draw excess current before they fail. Thermal imaging, vibration monitoring, and condition sensing allow maintenance teams to intervene before waste becomes significant—and before an unplanned outage forces emergency restart cycles that spike demand.
Address Harmonic Distortion Systematically
Identify which loads generate significant harmonic current and implement mitigation measures—including proper conductor sizing, harmonic filters, or IEEE 519-compliant drive systems—to reduce heat generation, protect equipment, and prevent energy losses from distortion.
Strategies That Reduce Costs by Changing the Context Around Energy Use
In many facilities, the surrounding system—utility rate agreements, compressed air infrastructure, and incentive program awareness—is the primary cost driver, not the production equipment itself. Addressing these contextual factors often requires no capital spend on core machinery.
Conduct a Systematic Compressed Air Audit
Leaks in compressed air lines cost U.S. industrial facilities up to $3.2 billion annually, according to the Compressed Air & Gas Institute. Ultrasonic leak detection tools can identify and quantify losses across a facility, enabling prioritized repair that delivers immediate, measurable cost reduction. Proactive leak detection and repair programs can reduce loss to less than 10% of total compressed air production capacity.

Improve Power Factor to Reduce Reactive Power Demand
Low power factor increases the current drawn from the utility for a given amount of useful work, and many industrial rate structures include explicit power factor penalties. Power factor correction—through capacitor banks or drive-based compensation—reduces the reactive component of the load, lowers apparent demand, and in penalized rate structures directly reduces the utility bill.
Access Utility Rebate Programs Before Self-Funding Upgrades
Many utilities and state programs offer significant incentives for motor upgrades, drive installations, lighting retrofits, and compressed air improvements. NorthWestern Energy, for instance, offers $75 per motor HP for VFD installations on fans and pumps.
Conducting a formal energy audit with utility support often surfaces savings opportunities that facility teams would not have prioritized on their own, and rebates can cover 30-50% of upgrade costs.
Conclusion
Meaningful energy cost reduction in industrial manufacturing starts with identifying where cost actually originates: in equipment specification decisions, operating routines, or the external rate structures that determine what inefficiency costs you. Targeting the right level — procurement, operations, or utility management — is what separates durable savings from short-term fixes that erode over time.
That clarity is what drives lasting results. Facilities that consistently reduce energy spend treat it as an ongoing operational discipline: regular measurement, cross-department accountability, and a willingness to revisit equipment and process assumptions as technology advances and rate structures shift.
Frequently Asked Questions
How to reduce energy costs in manufacturing?
Reduce energy costs by changing equipment decisions (motor control, efficiency ratings), improving operational management (monitoring, scheduling, maintenance), and addressing system-level factors (power quality, compressed air, utility rates). An energy audit is the most reliable first step to identify where losses are occurring.
How to reduce cost in manufacturing industry?
Motor systems, process heating, and compressed air are the highest-impact starting points for energy cost reduction — each offering measurable savings through equipment upgrades, operational scheduling, and system optimization. These areas typically yield faster payback than targeting materials or labor overhead.
What is the biggest energy cost driver in industrial manufacturing facilities?
Motor-driven systems—including machine drive and process heating combined—are the dominant energy end-use in most facilities, accounting for nearly 90% of direct energy consumption. This is where VFDs, soft starters, and high-efficiency motor selection have the greatest impact.
How do variable frequency drives (VFDs) help reduce energy costs?
VFDs allow motors to run at the speed required by the load rather than at full speed. For centrifugal loads like fans and pumps, power draw scales with the cube of speed, meaning a 20% reduction in speed reduces power consumption by nearly 50%.
What is a good starting point for an industrial energy audit?
Install sub-meters to establish per-zone baselines, then conduct a formal walk-through audit—ideally with utility support—that examines motor systems, compressed air, lighting, and HVAC in that order of priority.
How does power factor affect energy costs in manufacturing?
Low power factor means the facility draws more current from the utility than the useful work performed requires. Many industrial rate structures include explicit power factor penalties or reactive demand charges that can be reduced through correction measures like capacitor banks or drive-based compensation.


